
PFMEA中如何区分“预防”与“探测”?有哪些典型示例?FMEA软件-CoreFMEA
性价比高、易于上手的FMEA软件: CoreFMEA
为大家总结了 PFMEA 中如何区分“预防”与“探测”以及有哪些典型示例。一张总结图,非常经典,值得收藏。
在 PFMEA 中,如何判断一个控制措施是 “预防” 还是 “探测” 呢?
首先,FMEA软件 CoreFMEA 为大家总结两句,简易快速判断:
在产品特性形成之前,所采取的措施属于”预防“;
在产品特性形成之后,所采取的措施属于”探测“;
其次,FMEA软件 CoreFMEA 为大家展示 “预防” 与 “探测” 的定义、特点与典型示例:
预防控制措施(Prevention Control)
定义:预防控制措施是指通过消除或减少失效原因的发生概率,从而降低失效模式出现的可能性。
特点:预防措施通常作用于失效原因(Failure Cause),目的是防止问题发生,而不是在问题发生后进行检测。
典型示例:
设备维护与保养:定期对生产设备进行保养和维护,确保设备正常运行,减少因设备故障导致的失效。
工艺参数优化:通过优化工艺参数(如温度、压力、时间等),确保生产过程的稳定性,降低失效风险。
员工培训:对操作人员进行技能培训,提高其操作熟练度,减少因人为失误导致的失效。
防错装置:在生产过程中安装防错装置,防止错误操作或错误部件的使用。
开班前点检:对设备和工艺参数进行开班前点检,确保设备和工艺处于正常状态。
探测控制措施(Detection Control)
定义:探测控制措施是指通过检测手段识别失效原因或失效模式的存在,以便采取纠正措施。
特点:探测措施通常作用于失效模式(Failure Mode),目的是在问题发生后,及时发现并防止其流出。
典型示例:
目视检查:对产品外观进行目视检查,发现明显的缺陷或异常。
尺寸测量:对产品关键尺寸进行测量,确保其符合设计要求。
自动检测设备:使用自动检测设备对产品进行在线检测,及时发现并剔除不合格品。
光学检测:利用照相系统或光学成像设备进行外观检查,识别细微的缺陷。
气密性检测:对产品进行气密性检测,确保其密封性能符合要求。
最后,FMEA软件CoreFMEA 为大家总结了 PFMEA 中如何区分“预防”与“探测”以及有哪些典型示例。
一张总结图,非常经典,值得收藏:
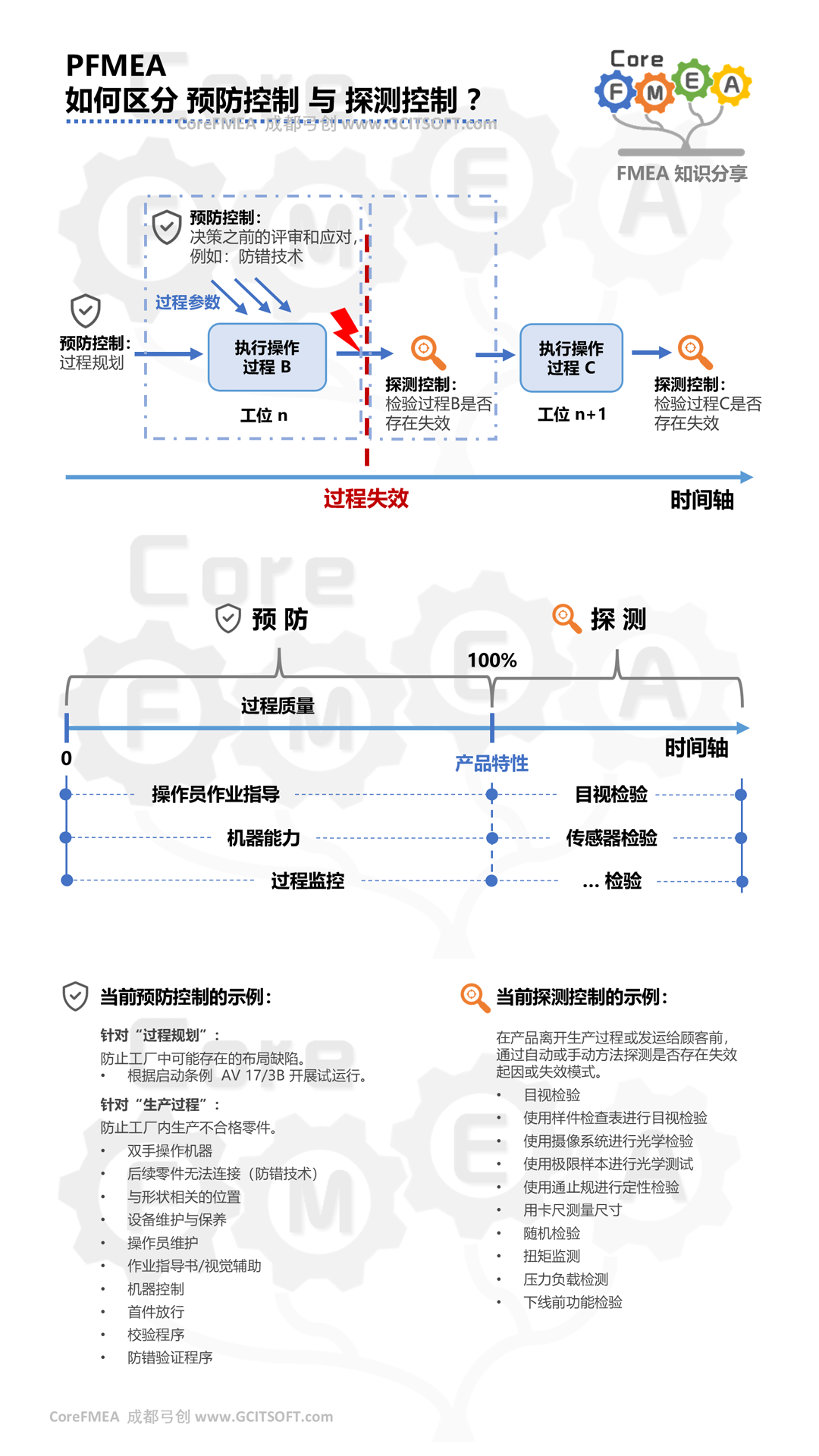
上图总结的非常清楚,以“产品特性”为分界线,在产品特性100%形成之前,采取的控制措施属于“预防”;在产品特性100%形成之后,采取的控制措施属于“探测”。
有两个例外比较特殊:
(1)SPC 控制是在失效发生之后,才探测到的。但是,探测之后若发现异常,就会在过程中去查找异常的原因,并采取相应措施(如:调整工艺参数等)消除或减少失效原因,所以,SPC 控制还是属于预防控制措施。
可能有些同学还有些疑惑,请回想一下,在 SPC 中有八大判断异常的规则,例如:6 个连续的点连续上升或下降。
测量产品特性,得到的结果都是 合格的,失效模式并没有出现。但是,发现有 6 个连续的产品结果数据是连续上升或下降的,这样在产品出问题之前,就已经发现了过程的异常。
类似的 SPC 规则:9 个连续的点在中心线的同一边、、14 个连续的点交互上升和下降 ……
(2)产品特性100%形成之后的首件检查也是被当做预防控制措施的。因为,首件检查不仅仅是要判断首件是否合格,更重要的是通过首件来判断过程中的工艺参数是否正常。若首件不合格,就需要微调工艺参数,保证后续能生产出合格品,防止后续批量性的不良产生,因此,首件检查也是属于预防控制措施。



